我们大家都知道,钢铁是非常容易氧化和腐蚀的金属。 零件进行表面处理前应将其表面的氧化皮和铁锈除尽。否则 将影响工件表面镀覆层的附着力、装饰性和使用寿命。
工业除锈方法一般有两大类,即机械除锈和化学除锈。
(1)机械除锈法
机械除锈是利用摩擦、冲刷、撞击、切 削等机械作用力,使磨粒作用于工件表面而除去锈迹、高温氧 化皮、焊渣、钢铁腐蚀产物及旧漆等。工业上常用的方法有喷 砂、喷丸或抛丸、手工除锈等;近年来已开发出激光除锈新 技术。
①喷砂处理。干喷砂施工工艺程序为:预脱脂~脱脂~ 水洗~干燥~干喷砂~清理~磷化处理~冷水洗~热水洗~ 干燥。
干喷砂后,表面为均匀的无光泽灰色表面.要求达到GB/ T 8923一‘988规定的SaZ告的表面处理级另。。
湿喷砂后。表面为均匀、致密、无光泽或半光泽的灰色。 等级与干喷砂相同。
②抛丸处理。在抛丸处理前,应将待处理工件预热到 40~50℃,其目的是为了去掉钢铁表面的潮气,同时也缩短处 理和涂装的干燥时间。处理氧化皮和铁锈使用的丸粒直径为 0.5~1.5 mm。粒径过细不能保证完全清除掉氧化皮,粒径大则会产生表面粗糙度不均匀的表面。
(2)手工或半机械化除锈法
①刷光处理。刷光处理是用弹性很好的钢丝刷或铜丝 刷,搓刮钢铁工件表面的铁锈、氧化皮以及污垢等。可以用手 工,也可以装在电动装置上进行处理。特点是速度快,不会改变钢铁工件原来的形状,缺点是劳动强度大,除锈不彻底。
②抛光处理。抛光处理是利用抛光轮和抛光膏等精细 磨料,对钢铁工件表面进行轻微的切削和研磨,以除去锈蚀和表面的细微不平。在除锈的同时,可以提高工件表面的光洁程度。
③磨光处理。磨光处理是利用赫附有氧化铝和碳化硅 等磨料制成的砂纸、砂布或砂轮进行摩擦,以去除金属表面的 铁锈或氧化皮。特点是方便简单.但效率低,对形状复杂的工件不易处理,且对锈蚀严重的部位清理不干净或难清理。
④滚光处理。滚光处理是利用装有磨料和工件的滚筒, 在电动机的带动下旋转运动.工件在滚筒内不断与磨料翻动滚磨。以消除工件上由于铸造或冲压所形成的毛刺、氧化皮和铁锈。与抛光、磨光处理方法相比,此方法能降低成本,提高 生产率。
⑤高压水处理。高压水处理是利用高压水流的冲击力来进行除锈的,是较新的除锈方法。适用于处理大面积的钢 铁锈蚀物、氧化皮、旧涂膜等。该方法应利用专用的处理设备,在自动化程度很高的场合应用高压水处理,具有处理效率高、成本低的优点。一般高压水连续射流压力为20~ 80MPa。本方法的缺点是易产生水锈,因此可在水中添加适当的缓蚀剂,如亚硝酸钠,以避免产生严重的水锈。
⑥激光除锈。激光是能量高度集中的光束。激光除锈的 原理是,当基体表面附着物(如污垢、有机涂层、锈迹、氧化皮等) 吸收激光能量后,或是熔化,或是气体挥发,或瞬间受热膨胀并 被蒸发带动脱离基体表面,从而达到清洁基体表面的目的。
目前对激光的清洗作用一般认为可分为两类:一类是利用基体与其表面附着物对某一波长的激光吸收系数的巨大差别.当激光辐射表面时,其能量大部分被附着物吸收,并在极短的时间里将光能转化为热能,从而发生上述的净化过程,而基体吸收的能量小.不受损伤;另一类是基 体与基体表面附着物吸收系数差别不大,则利用高功率高重复频率的脉冲激光冲击表面,一方面使附着物迅速升温,并因 产生应力而脱离基体.另一方面有部分光束转变为声波冲击 下层表面,并因入射声波与反射声波发生干涉.产生高能波。 使附着物破碎而脱离基体。
激光清洗的设备和过程如! 图2一3所示。

⑦机械除锈的质量监控。磨料在工件表面的摩擦、撞击、切削等作用,一方面能使铁锈污物脱离基体,另一方面也会使基体受到磨损,在不同程度上改变工件的表面粗糙度。因此,评价机械除锈质量,主要包括两个方面,即锈层、污物的去除程度和除锈后工件的表面粗糙度。
机械除锈后工件的表面粗糙度对表面处理质量有很大 影响。
A.表面粗糙度的测量。表面粗糙度在试验室可用轮廓 仪、显微镜等进行测量。工作现场可用磁性厚度仪或便携式表 面粗糙度仪进行测量。用标准样块进行比较,更为方便和实用。
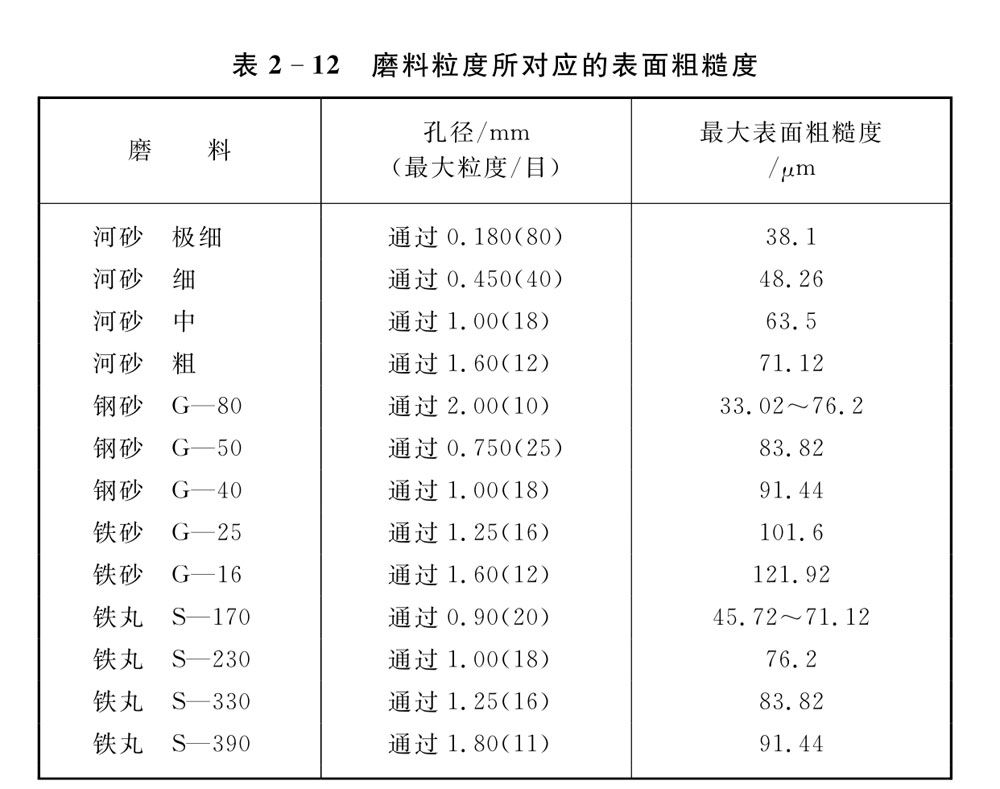
工件表面粗糙度与磨料的粒度、形状、材质、喷射速度、距 离、作用时间等工艺参数有关,其中磨料粒度影响最大,表 2一12是不同磨料粒度所对应的表面粗糙度。
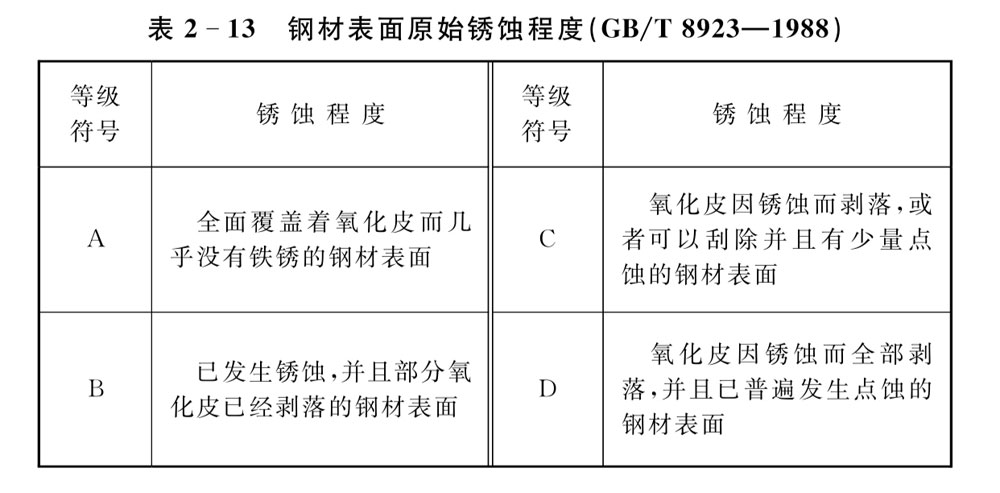
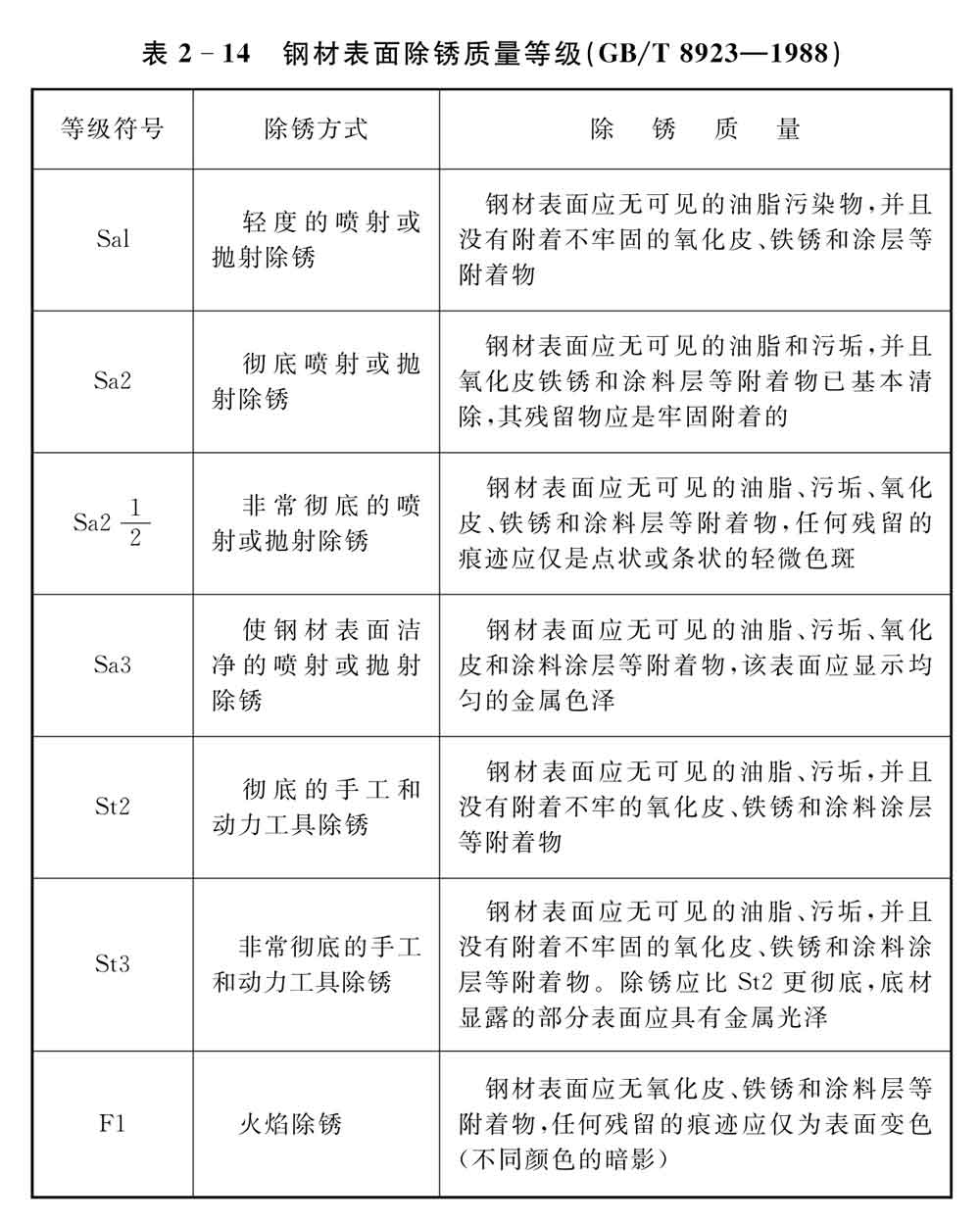
B.除锈质量标准。国家技术监督局已颁布了GB/ T8923一1988《涂装前钢材表面锈蚀等级和除锈等级》标准. 可参考使用,见表2一13和表2一14。
(3)化学除锈法
化学除锈法就是利用化学反应来消除 金属表面的氧化皮、铁锈和各种腐蚀物。其方法分为酸洗除 锈、综合除锈、碱性除锈和电解除锈等。
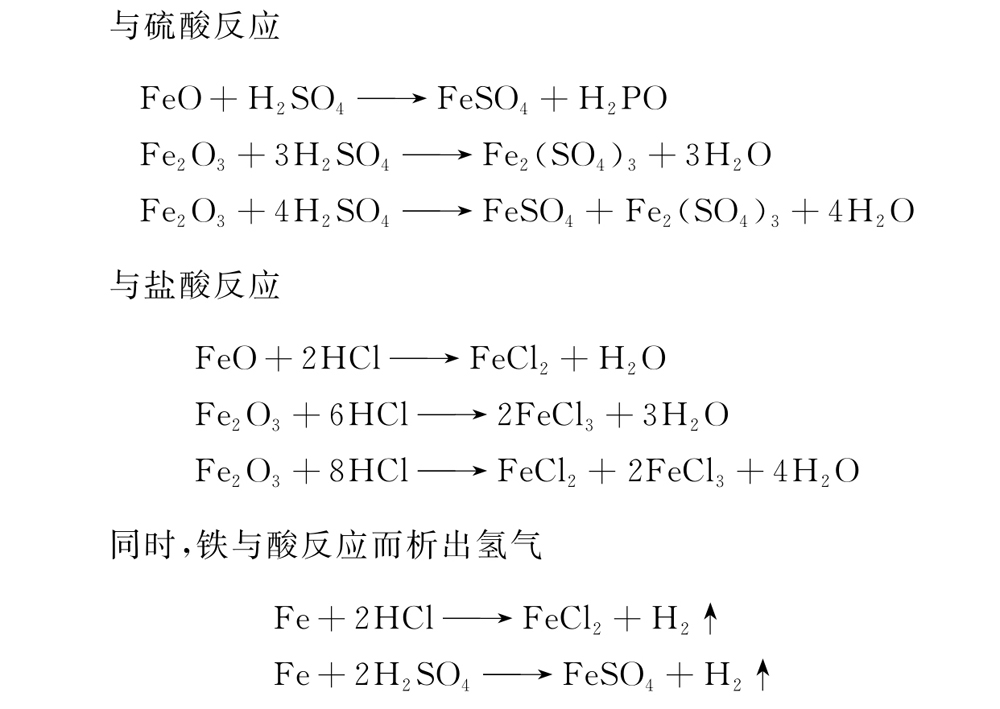
①酸洗除锈。钢铁表面的氧化物因大气腐蚀而生锈,其腐蚀产物一般是氢氧化亚铁与氢氧化铁,因高温而产生的氧 化皮主要成分为四氧化三铁、三氧化二铁。由于铁的氧化物大多呈碱性,故很容易与酸反应而被溶解。
氢气的逸出,能把难溶的黑色氧化皮剥落,加快除锈速 度。但会使裸露的基体金属溶解,导致过腐蚀发生。另外,溶解铁所析出的氢渗入金属体晶相内部.导致金属表面力学性 能降低,这就是所谓的氢脆现象。特别是高碳钢和弹性体,由于氢脆可能造成工件断裂报废。而氢分子从酸中逸出时,易 产生酸雾,影响工作环境并腐蚀操作设备。为了防止氢脆现象,常在酸液中添加金属缓蚀剂,来减缓金属表面溶解。一方 面不影响其对氧化皮的溶解;另一方面又能减少氢的析出,从 而减少金属的吸氢。缓蚀剂的作用原理是.由于其能附着在 金属的阳极上阻碍电化学腐蚀的作用,从而降低金属的腐蚀。
若已经渗氢的产品则必须在180一200℃下,进行2~3h的脱 氢处理,以防日后发生事故。
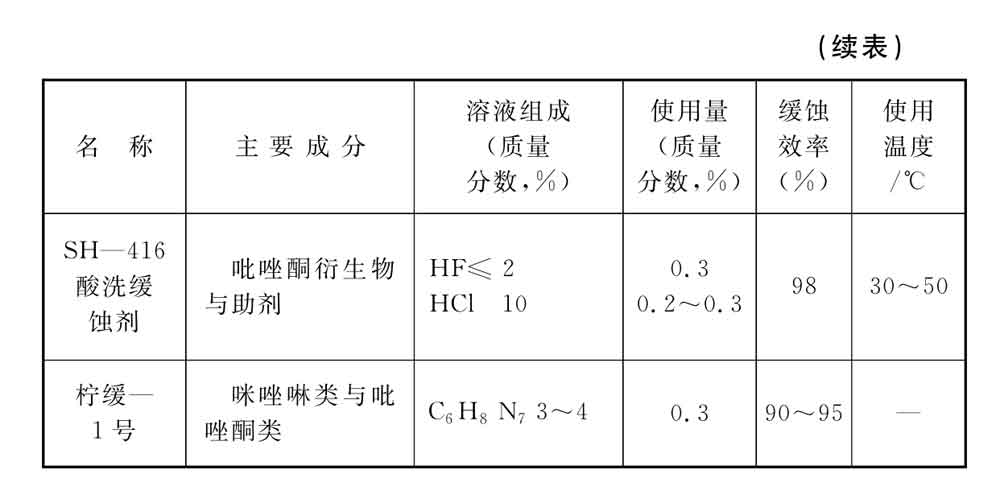
工业上常用的酸洗缓蚀剂列于表2一15。
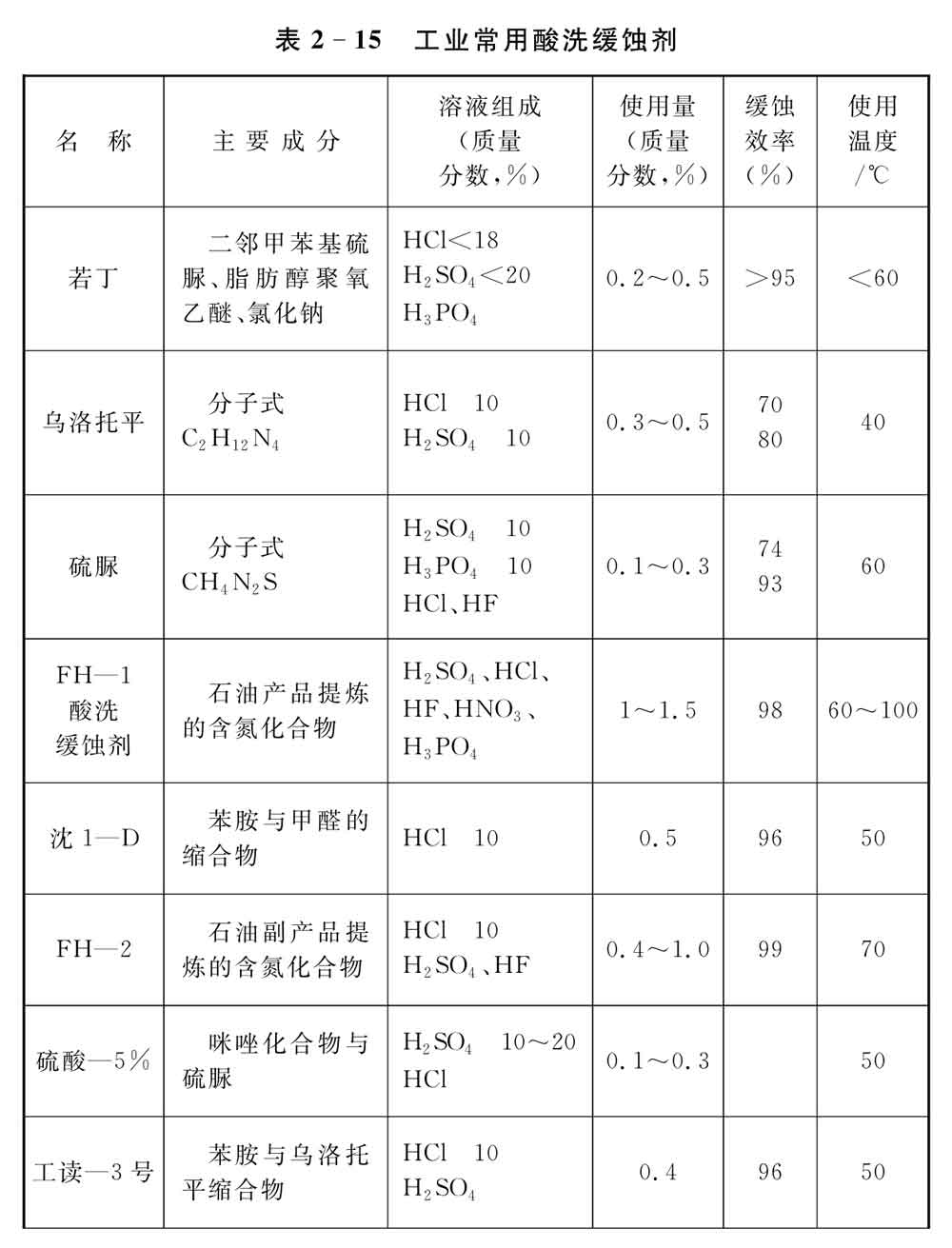
缓蚀剂抑制腐蚀的作用是有选择性的,它与腐蚀介质的 性质、温度、流动状态、被保护金属的性质.以及缓蚀剂的种类 等都有密切的关系。某些条件的改变,都可能引起缓蚀效果 的改变。因此,需要了解缓蚀剂的作用及缓蚀效果的测定方 法,以及正确地选择和应用缓蚀剂。
铁在酸性溶液中发生如下化学反应:
![]()
因此.阳极Fe变成铁离子,即铁被腐蚀了。
根据腐蚀学的电化学理论,若能抑制阳极反应或阴极反 应,或同时抑制阳极和阴极反应,都能减少腐蚀。一般认为, 由于酸洗缓蚀剂在金属表面具有很强的吸附能力,形成吸附 层,阻止酸与金属的反应,能吸附在阳极上者,可以阻滞阳极 反应过程的速度:能吸附在阴极上者,可以提高析氢的过电 位,从而降低腐蚀速度。
缓蚀剂的用量取决于被酸洗工件的材质、酸洗液的组成 和工作温度,以及被涂物的性质。在一定范围内,缓蚀剂效率 随缓蚀剂浓度增加而提高,但达到一定数值后,这种直线关系不再存在,各种缓蚀剂在各种酸液中都有一个含量极限,通常 的质量分数以0.5%~l%为宜。另一方面,酸洗的温度提高, 缓蚀剂的缓蚀效率下降,甚至消失。每种缓蚀剂都有一个特 定的温度使用范围。
②碱性除锈。铁锈或铁的氧化物不能直接在碱液中溶 解,也不会很快从金属表面脱落,必须使氧化物溶解于碱形成 络合物。能够和三价铁反应而生成络合物的化合物有氰化钾、经基梭酸和氨及其多元梭酸等。这种碱性除锈剂对金属 的腐蚀性小,很少产生有害物质,没有酸洗过程中产生的过酸 腐蚀现象;产生的氢气也很少,基本无氢脆现象。被清洗工件 表面的锈蚀物和油污可同时去除,并且具有缓蚀作用。除锈 后的水洗过程简单方便;其缺点是处理时间较长、使用温度 高、成本较硫酸或盐酸高、凹坑中存在的铁锈难以除净、对黑 色氧化皮无效等。由于不发生氢脆和过腐蚀金属,所以碱性 除锈在小型精密零件和航空航天产品中应用广泛。不锈钢搭扣锁
③电解除锈。电解除锈是把被处理工件浸在电解液中 通以直流电.通过电化学反应达到除锈目的。电解除锈分为 两大类:一类是把除锈件当做阳极,叫阳极除锈;另一类把除锈件当做阴极,叫阴极除锈。
A.阳极除锈。阳极除锈是通电后金属溶解,利用在阳极 上产生氧气的机械力来分离锈层。阳极除锈法由于阳极在电 解质中被腐蚀,在处理工件表面锈蚀物的同时,金属基体难免 被腐蚀。如果仅为了除锈,则不宜采用这种方法。若为了使 金属表面达到电抛光效果,则可用此方法。
B.阴极除锈。阴极除锈是利用通电后在阴极上产生的 氢气来还原氧化铁,使它易溶于酸液中,再以氢的机械力使锈 蚀物从被处理工件上脱落。同时还起到阴极保护的效果。
阴极除锈时的电流密度大,故被处理工件在电解液中没有被腐 蚀的现象。在阴极除锈时,阴极上有氢气产生,会有氢脆现 象。因此,在电解液中必须选用适量的缓蚀剂。
工业上常用的电解除锈液配方见表2一16。

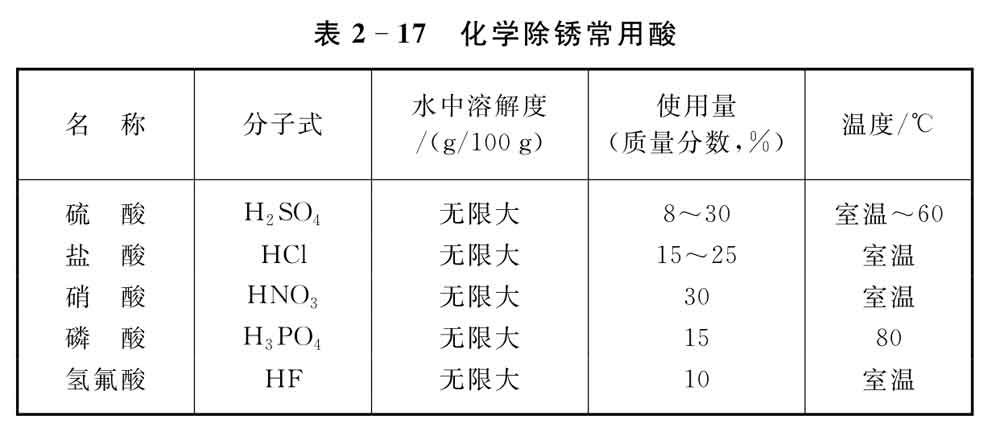
④化学除锈常用酸液配方。化学除锈常用酸见表 2一17。无机酸除锈效率高,速度快,价格低廉.但如果浓度控 制不当.会产生钢铁“过腐蚀”现象。同时,因强酸性,漂洗不干净会腐蚀基体。磷酸和有机酸作用缓和,工件被处理后表 面干净。即使有残酸也无严重后果,只是处理速度慢,价格 偏高。
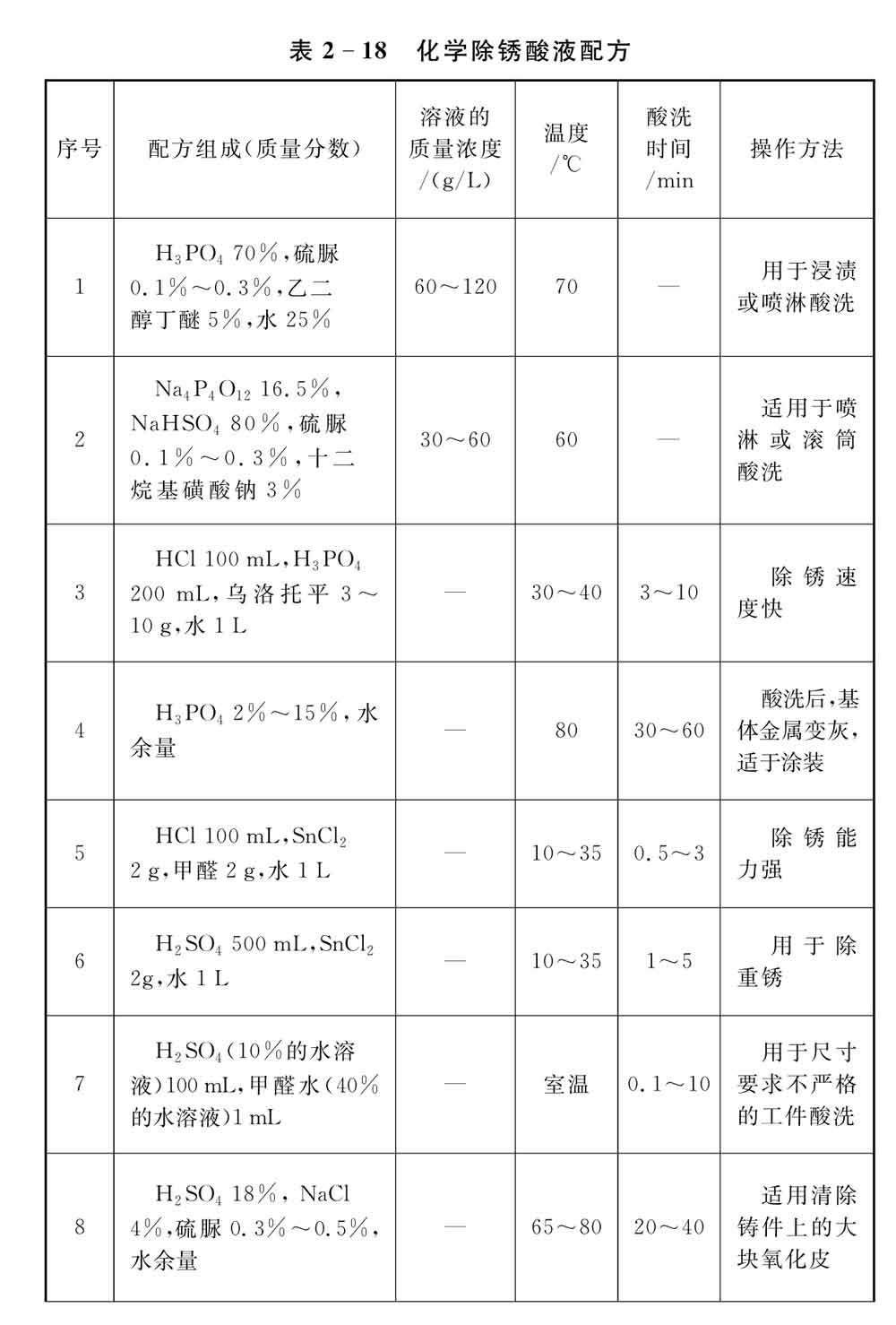
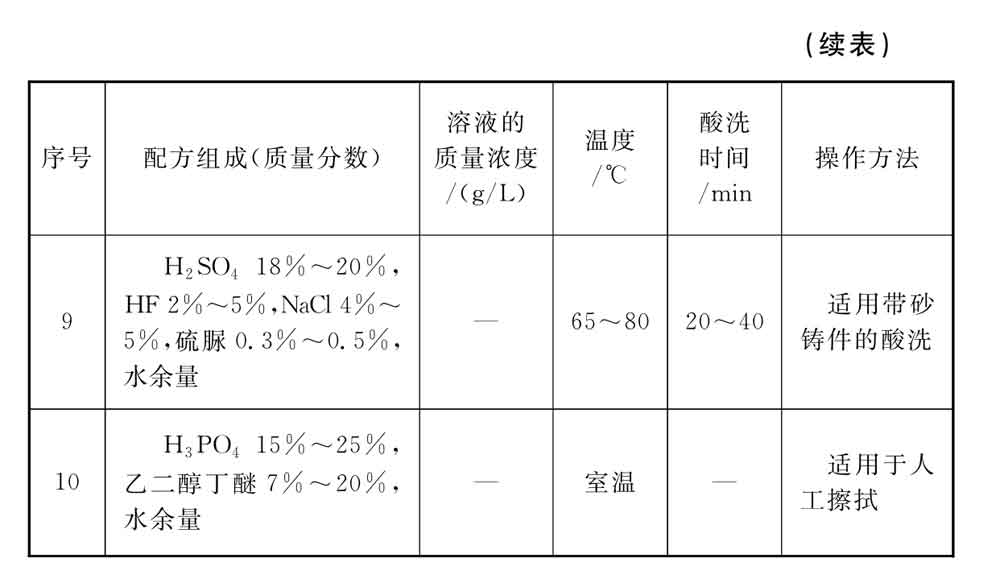
化学除锈配方组成没有非常严格的要求,生产中常根据 酸洗对象,在一定范围内作调整。常用的配方见表2一18。
推荐阅读:雌雄搭扣和尼龙搭扣是同一种东西吗?
转载请注明:不锈钢搭扣锁 » 钢铁表面预处理-除锈



